







過去近四十年,“管中管”工藝一直是中國保溫管制造的主流敘事。1986年,中國第一根“管中管”保溫管在天津誕生,此后近二十年,這種工藝幾乎壟斷了國內市場。而新的噴涂纏繞工藝不僅改變了聚氨酯與鋼管的結合方式,更在成本、性能、施工效率乃至產業標準層面,完成了一次對傳統范式的全面超越。
傳統聚氨酯保溫管的“管中管”工藝操作邏輯是“先有殼,后有芯”。工人預先將高密度聚乙烯外護管套在工作鋼管外部,兩者之間預留出均勻的空隙,然后通過專用設備將聚氨酯原料澆注進這個封閉空腔,發泡后填滿整個夾層。
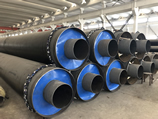
而噴涂纏繞工藝徹底改變了這種順序。在旋轉拖輪上勻速行進的鋼管,首先直面噴槍噴出的傘狀霧化聚氨酯原料,原料在空氣中混合、在鋼管表面發泡、硬化,形成保溫層;隨后,熔融的聚乙烯片材以螺旋纏繞方式包裹在已硬化的聚氨酯表面,經噴淋冷卻后形成外護層。沒有預制外套的束縛,也沒有二次填充的間隙。
密度分布的均勻性是第一道分水嶺。“管中管”采用單點或多點注料,聚氨酯在狹長空腔內流動、發泡,不可避免形成密度梯度。實測數據顯示,12米長的管材,從端頭到芯部密度差可達10kg/m3左右,呈現“中間高、兩端低”的駝峰分布。這種不均勻直接導致導熱系數波動——局部保溫過剩,局部保溫不足。
噴涂纏繞則實現了“垂直于鋼管軸向”的發泡方向。原料以霧化形態均勻沉積,發泡過程在開放空間中進行,泡孔細密且各向同性,密度波動幅度被壓縮在極窄區間內。這意味著整根管道的保溫性能是均質的,沒有“熱橋”隱患。
外護層應力狀態是第二道分水嶺。 “管中管”工藝中,聚氨酯發泡會產生巨大膨脹內壓,聚乙烯外套被迫承受拉伸應力。為保證外套不被漲裂,廠商只能增加壁厚“硬扛”。這是結構性的材料浪費——厚壁并非為防腐耐磨而設,而是為抵消工藝缺陷。
噴涂纏繞的聚乙烯層是在無應力狀態下纏繞成型的,冷卻收縮后反而對保溫層形成緊密包裹,而非被動擴張。因此,同等工況下外護層厚度可以顯著減薄,材料消耗隨之下降。
更隱秘的優勢在于“可定制”。 傳統工藝中,供、回水管保溫層厚度相同,但回水溫度較低,本可減薄。受限于模具規格,“管中管”很難靈活調整。噴涂纏繞則可按設計圖紙隨時修改噴涂走速與纏繞層數,一條生產線同時產出不同保溫厚度的供、回水管,邊際成本近乎為零。








 冀公網安備 13010402002202號
冀公網安備 13010402002202號